
Вы точно человек?
Схемой резания при протягивании называется порядок распределения работы срезания припуска между зубьями протяжки. При выборе схемы резания необходимо считаться с рядом требований, обеспечивающих лучшие условия при протягивании. Эти требования сводятся в основном к следующим: 1 использование по возможности больших подач на зуб; 2 обеспечение наименьшей длины протяжки; 3 достижение точности и чистоты обрабатываемой поверхности; 4 лучшее стружкообразование и соответствующая геометрия на главных и вспомогательных режущих кромках. При обработке заготовки с помощью протяжки зубья последней могут срезать заданный припуск в разной последовательности: сразу по всему контуру, поперечными слоями или по какой-то определенной части контура. Каждый из указанных процессов срезания припуска предопределяется своей схемой резания. Выбор схемы резания зависит от формы и размеров протянутых деталей.








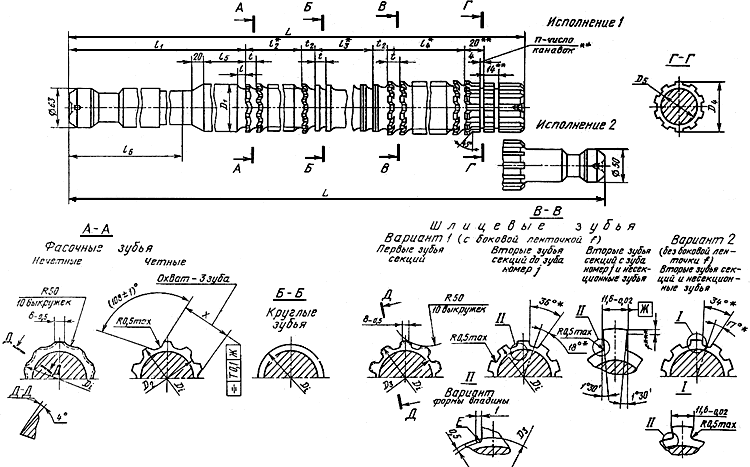
Введите условия поиска Отправить форму поиска Web info. Протяжки для обработки отверстий имеют следующие основные части рис. Части цилиндрической протяжки Протягивание отверстий производится в следующей последовательности: заготовка с предварительно просверленным отверстием насаживается на переднюю направляющую часть протяжки, которая своим хвостовиком присоединяется к тяговому патрону станка. В процессе рабочего хода протяжка протягивается кареткой станка сквозь отверстие в заготовке, которая при этом упирается в опорную плоскость станка или приспособления и удерживается на ней силой трения. Когда протяжка пройдет сквозь отверстие в заготовке, обработанная деталь падает в корыто станка либо рабочий снимает ее со стола. Затем дается обратный ход, отсоединяется протяжка от тягового патрона, очищается от стружки, после чего весь цикл работы повторяется.



Типы протяжек
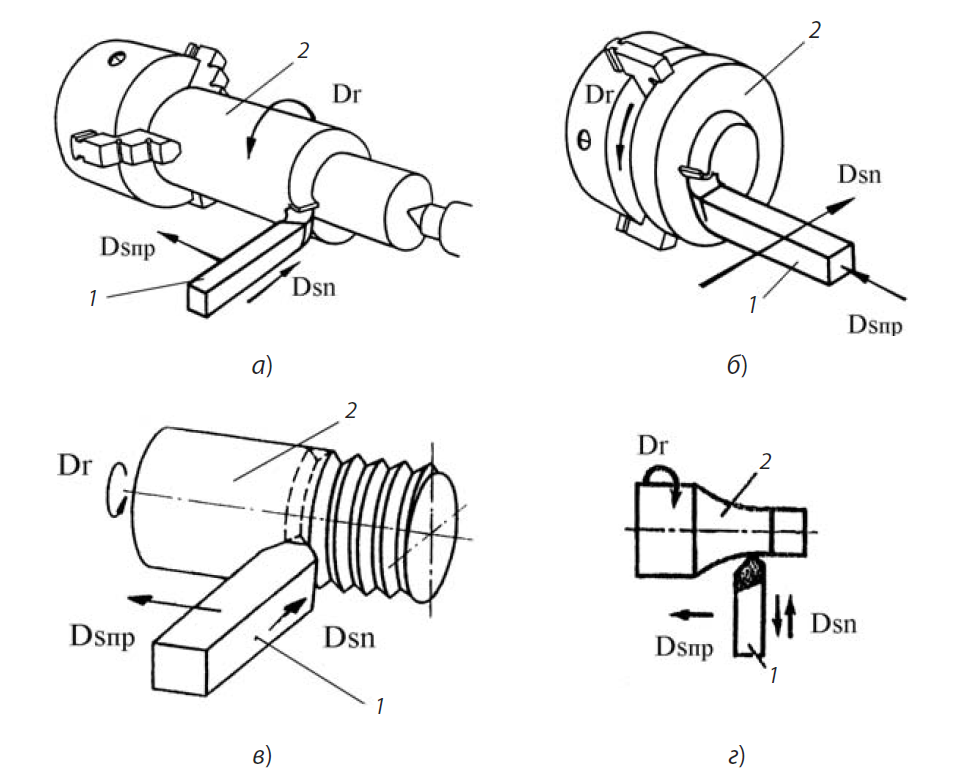
Протяжка — многозубый инструмент с рядом последовательно выступающих друг над другом зубьев в направлении, перпендикулярном скорости главного движения резания. С помощью протяжек можно обрабатывать внутренние и наружные поверхности различной формы. При протягивании движение подачи отсутствует, а главное движение резания может быть поступательным или вращательным. Разновидностью протяжек являются прошивки, которые по конструкции принципиально не отличаются от протяжек, но в отличие от последних работают не на растяжение, а на сжатие. Высокая стоимость инструмента и его сложность определяют и область применения протяжек — массовое и крупносерийное производство.


.jpg)